HOW TO USE A MILLING MACHINE
Shenzhen Oyea Machinery Co., Ltd.

Milling is the process of machining flat, curved, or irregular surfaces by feeding the workpiece against a rotating cutter containing a number of cutting edges. The usual Mill consists basically of a motor driven spindle, which mounts and revolves the milling cutter, and a reciprocating adjustable worktable, which mounts and feeds the workpiece.
Milling machines are basically classified as vertical or horizontal. These machines are also classified as knee-type, ram-type, manufacturing or bed type, and planer-type. Most milling machines have self-contained electric drive motors, coolant systems, variable spindle speeds, and power-operated table feeds
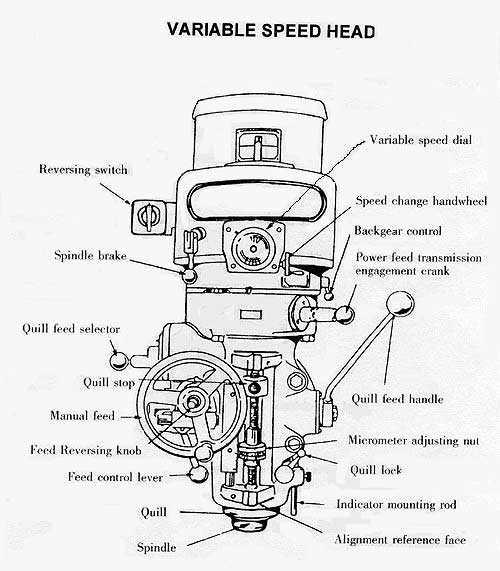
Diagram of typical "Bridgeport style" milling machine head
TYPES OF MILLING MACHINES
KNEE-TYPE
Knee-type mills are characterized by a vertically adjustable worktable resting on a saddle which is supported by a knee. The knee is a massive casting that rides vertically on the milling machine column and can be clamped rigidly to the column in a position where the milling head and milling machine spindle are properly adjusted vertically for operation.
The plain vertical machines are characterized by a spindle located vertically, parallel to the column face, and mounted in a sliding head that can be fed up and down by hand or power. Modern vertical milling machines are designed so the entire head can also swivel to permit working on angular surfaces.
The turret and swivel head assembly is designed for making precision cuts and can be swung 360° on its base. Angular cuts to the horizontal plane may be made with precision by setting the head at any required angle within a 180° arc.
The plain horizontal milling machine's column contains the drive motor and gearing and a fixed position horizontal milling machine spindle. An adjustable overhead arm containing one or more arbor supports projects forward from the top of the column. The arm and arbor supports are used to stabilize long arbors. Supports can be moved along the overhead arm to support the arbor where support is desired depending on the position of the milling cutter or cutters.
The milling machine's knee rides up or down the column on a rigid track. A heavy, vertical positioning screw beneath past the milling cutter. The milling machine is excellent for forming flat surfaces, cutting dovetails and keyways, forming and fluting milling cutters and reamers, cutting gears, and so forth. Many special operations can be performed with the attachments available for milling machine use. the knee is used for raising and lowering. The saddle rests upon the knee and supports the worktable. The saddle moves in and out on a dovetail to control cross feed of the worktable. The worktable traverses to the right or left upon the saddle for feeding the workpiece past the milling cutter. The table may be manually controlled or power fed.
UNIVERSAL HORIZONTAL MILLING MACHINE
The basic difference between a universal horizontal milling machine and a plain horizontal milling machine is the addition of a table swivel housing between the table and the saddle of the universal machine. This permits the table to swing up to 45° in either direction for angular and helical milling operations. The universal machine can be fitted with various attachments such as the indexing fixture, rotary table, slotting and rack cutting attachments, and various special fixtures.
RAM-TYPE MILLING MACHINE
The ram-type milling machine is characterized by a spindle mounted to a movable housing on the column to permit positioning the milling cutter forward or rearward in a horizontal plane. Two popular ram-type milling machines are the universal milling machine and the swivel cutter head ram-type milling machine.
UNIVERSAL RAM-TYPE MILLING MACHINE
The universal ram-type milling machine is similar to the universal horizontal milling machine, the difference being, as its name implies, the spindle is mounted on a ram or movable housing.
SWIVEL CUTTER HEAD RAM-TYPE MILLING MACHINE
The cutter head containing the milling machine spindle is attached to the ram. The cutter head can be swiveled from a vertical spindle position to a horizontal spindle position or can be fixed at any desired angular position between vertical and horizontal. The saddle and knee are hand driven for vertical and cross feed adjustment while the worktable can be either hand or power driven at the operator's choice.
Basic milling machine configurations are shown in Figure 8-1.

SAFETY RULES FOR MILLING MACHINES
Milling machines require special safety precautions while being used. These are in addition to those safety precautions described in Chapter 1.
- Do not make contact with the revolving cutter.
- Place a wooden pad or suitable cover over the table surface to protect it from possible damage.
- Use the buddy system when moving heavy attachments.
- Do not attempt to tighten arbor nuts using machine power.
- When installing or removing milling cutters, always hold them with a rag to prevent cutting your hands.
- While setting up work, install the cutter last to avoid being cut.
- Never adjust the workpiece or work mounting devices when the machine is operating.
- Chips should be removed from the workpiece with an appropriate rake and a brush.
NOTE Chip rake should be fabricated to the size of the T-slots (Figure 8-2).
- Shut the machine off before making any adjustments or measurements.
- When using cutting oil, prevent splashing by using appropriate splash guards. Cutting oil on the floor can cause a slippery condition that could result in operator injury

TOOLS AND EQUIPMENT
MILLING CUTTERS
Classification of Milling Cutters
Milling cutters are usually made of high-speed steel and are available in a great variety of shapes and sizes for various purposes. You should know the names of the most common classifications of cutters, their uses, and, in a general way, the sizes best suited to the work at hand.
Milling Cutter Nomenclature
Figure 8-3 shows two views of a common milling cutter with its parts and angles identified. These parts and angles in some form are common to all cutter types.
- The pitch refers to the angular distance between like or adjacent teeth.
- The pitch is determined by the number of teeth. The tooth face is the forward facing surface of the tooth that forms the cutting edge.
- The cutting edge is the angle on each tooth that performs the cutting.
- The land is the narrow surface behind the cutting edge on each tooth.
- The rake angle is the angle formed between the face of the tooth and the centerline of the cutter. The rake angle defines the cutting edge and provides a path for chips that are cut from the workpiece.
- The primary clearance angle is the angle of the land of each tooth measured from a line tangent to the centerline of the cutter at the cutting edge. This angle prevents each tooth from rubbing against the workpiece after it makes its cut.
- This angle defines the land of each tooth and provides additional clearance for passage of cutting oil and chips.
- The hole diameter determines the size of the arbor necessary to mount the milling cutter.
- Plain milling cutters that are more than 3/4 inch in width are usually made with spiral or helical teeth. A plain spiral-tooth milling cutter produces a better and smoother finish and requires less power to operate. A plain helical-tooth milling cutter is especially desirable when milling an uneven surface or one with holes in it.

Types of Teeth
The teeth of milling cutters may be made for right-hand or left-hand rotation, and with either right-hand or left-hand helix. Determine the hand of the cutter by looking at the face of the cutter when mounted on the spindle. A right-hand cutter must rotate counterclockwise; a left-hand cutter must rotate clockwise. The right-hand helix is shown by the flutes leading to the right; a left-hand helix is shown by the flutes leading to the left. The direction of the helix does not affect the cutting ability of the cutter, but take care to see that the direction of rotation is correct for the hand of the cutter (Figure 8-4).

Saw Teeth
Saw teeth similar to those shown in Figure 8-3 (above) are either straight or helical in the smaller sizes of plain milling cutters, metal slitting saw milling cutters, and end milling cutters. The cutting edge is usually given about 5 degrees primary clearance. Sometimes the teeth are provided with off-set nicks which break up chips and make coarser feeds possible.
Helical Milling Cutters
The helical milling cutter is similar, to the plain milling cutter, but the teeth have a helix angle of 45° to 60°. The steep helix produces a shearing action that results in smooth, vibration-free cuts. They are available for arbor mounting, or with an integral shank with or without a pilot. This type of helical cutter is particularly useful for milling elongated slots and for light cuts on soft metal. See Figure 8-5.

Metal Slitting Saw Milling Cutter
The metal slitting saw milling cutter is essentially a very thin plain milling cutter. It is ground slightly thinner toward the center to provide side clearance. These cutters are used for cutoff operations and for milling deep, narrow slots, and are made in widths from 1/32 to 3/16 inch.
Side Milling Cutters
Side milling cutters are essentially plain milling cutters with the addition of teeth on one or both sides. A plain side milling cutter has teeth on both sides and on the periphery. When teeth are added to one side only, the cutter is called a half-side milling cutter and is identified as being either a right-hand or left-hand cutter. Side milling cutters are generally used for slotting and straddle milling.
Interlocking tooth side milling cutters and staggered tooth side milling cutters are used for cutting relatively wide slots with accuracy (Figure 8-6). Interlocking tooth side milling cutters can be repeatedly sharpened without changing the width of the slot they will machine.

After sharpening, a washer is placed between the two cutters to compensate for the ground off metal. The staggered tooth cutter is the most washer is placed between the two cutters to compensate for efficient type for milling slots where the depth exceeds the width.
End Milling Cutters
The end milling cutter, also called an end mill, has teeth on the end as well as the periphery. The smaller end milling cutters have shanks for chuck mounting or direct spindle mounting. End milling cutters may have straight or spiral flutes. Spiral flute end milling cutters are classified as left-hand or right-hand cutters depending on the direction of rotation of the flutes. If they are small cutters, they may have either a straight or tapered shank.
The most common end milling cutter is the spiral flute cutter containing four flutes. Two-flute end milling cutters, sometimes referred to as two-lip end mill cutters, are used for milling slots and keyways where no drilled hole is provided for starting the cut. These cutters drill their own starting holes. Straight flute end milling cutters are generally used for milling both soft or tough materials, while spiral flute cutters are used mostly for cutting steel.
Large end milling cutters (normally over 2 inches in diameter) (Figure 8-10) are called shell end mills and are recessed on the face to receive a screw or nut for mounting on a separate shank or mounting on an arbor, like plain milling cutters. The teeth are usually helical and the cutter is used particularly for face milling operations requiring the facing of two surfaces at right angles to each other.
T-Slot Milling Cutter
The T-slot milling cutter is used to machine T-slot grooves in worktables, fixtures, and other holding devices. The cutter has a plain or side milling cutter mounted to the end of a narrow shank. The throat of the T-slot is first milled with a side or end milling cutter and the headspace is then milled with the T-slot milling cutter.
Woodruff Keyslot Milling Cutters
The Woodruff keyslot milling cutter is made in straight, tapered-shank, and arbor-mounted types. See Figure 8-7. The most common cutters of this type, under 1 1/2 inches in diameter, are provided with a shank. They have teeth on the periphery and slightly concave sides to provide clearance. These cutters are used for milling semicylindrical keyways in shafts.

Angle Milling Cutters
The angle milling cutter has peripheral teeth which are neither parallel nor perpendicular to the cutter axis. See Figure 8-8. Common operations performed with angle cutters are cutting V-notches and serration's. Angle cutters may be single-angle milling cutters or double-angle milling cutters. The single-angle cutter contains side-cutting teeth on the flat side of the cutter. The angle of the cutter edge is usually 30°, 45°, or 60°, both right and left. Double-angle cutters have included angles of 45, 60, and 90 degrees.
Gear Hob
The gear hob is a formed tooth milling cutter with helical teeth arranged like the thread on a screw. These teeth- are fluted to produce the required cutting edges. Hobs are generally used for such work as finishing spur gears, spiral gears, and worm gears. They may also be used to cut ratchets and spline shafts.
Concave and Convex Milling Cutters
Concave and convex milling cutters are formed tooth cutters shaped to produce concave and convex contours of 1/2 circle or less. The size of the cutter is specified by the diameter of the circular form the cutter produces.
Corner Rounding Milling Cutter
The corner-rounding milling cutter is a formed tooth cutter used for milling rounded corners on workpieces up to and including one-quarter of a circle. The size of the cutter is specified by the radius of the circular form the cutter produces, such as concave and convex cutters generally used for such work as finishing spur gears, spiral gears, and worm wheels. They may also be used to cut ratchets and spline shafts.
Special Shaped-Formed Milling Cutter
Formed milling cutters have the advantage of being adaptable to any specific shape for special operations. The cutter is made specially for each specific job. In the field, a fly cutter is formed by grinding a single point lathe cutter bit for mounting in a bar, holder, or fly cutter arbor. The cutter can be sharpened many times without destroying its shape.
Selection of Milling Cutters
Consider the following when choosing milling cutters:
- High-speed steel, stellite, and cemented carbide cutters have a distinct advantage of being capable of rapid production when used on a machine that can reach the proper speed.
- 45° angular cuts may either be made with a 45° single-angle milling cutter while the workpiece is held in a swivel vise, or with an end milling cutter while the workpiece is set at the required angle in a universal vise.
- The harder the material, the greater will be the heat that is generated in cutting. Cutters should be selected for their heat-resisting properties.
- Use a coarse-tooth milling cutter for roughing cuts and a finer-toothed milling cutter for light cuts and finishing operations.
- When milling stock to length, the choice of using a pair of side milling cutters to straddle the workpiece, a single-side milling cutter, or an end milling cutter will depend upon the number of pieces to be cut.
- Some operations can be done with more than one type of cutter such as in milling the square end on a shaft or reamer shank. In this case, one or two side milling cutters, a fly cutter, or an end milling cutter may be used. However, for the majority of operations, cutters are specially designed and named for the operation they are to accomplish.
- The milling cutter should be small enough in diameter so that the pressure of the cut will not cause the workpiece to be sprung or displaced while being milled.
Size of Milling Cutter
- In selecting a milling cutter for a particular job, choose one large enough to span the entire work surface so the job can be done with a single pass. If this cannot be done, remember that a small diameter cutter will pass over a surface in a shorter time than a large diameter cutter which is fed at the same speed. This fact is illustrated in Figure 8-9.

Care and Maintenance of Milling Cutters
- The life of a milling cutter can be greatly prolonged by intelligent use and proper storage. General rules for the care and maintenance of milling cutters are given below.
- New cutters received from stock are usually wrapped in oil paper which should not be removed until the cutter is used.
- Take care to operate the machine at the proper speed for the cutter being used, as excessive speed will cause the cutter to wear rapidly from overheating.
- Take care to prevent the cutter from striking the hard jaws of the vise, chuck, clamping bolts, or nuts.
- Whenever practical, use the proper cutting oil on the cutter and workpiece during operations, since lubrication helps prevent overheating and cutter wear.
- Keep cutters sharp. Dull cutters require more power to drive and this power, being transformed into heat, softens the cutting edges. Dull cutters should be marked as such and set aside for grinding. For further information on cutter grinding, refer to Chapter 5, Grinding Machines.
- Thoroughly clean and lightly coat milling cutters with oil before storing.
- Place cutters in drawers or bins so that their cutting edges will not strike each other. Hang small cutters on hooks or pegs, and set large cutters on end. Place taper and straight shank cutters in separate drawers, bins, or racks provided with suitable sized holes to receive the shanks.
- Never operate a cutter backwards. Due to the clearance angle, the cutter will rub, producing a great deal of friction. Operating the cutter backward may result in cutter breakage.
ARBORS
Milling machine arbors are made in various lengths and in standard diameters of 7/8,1,1 1/4, and 1 1/2 inch. The shank is made to fit the taper hole in the spindle while the other end is threaded.
NOTE: The threaded end may have left or right-handed threads.
The milling machine spindle may be self-holding or self-releasing. The self-holding taper is held in the spindle by the high wedging force. The spindle taper in most milling machines is self-releasing; tooling must be held in place by a draw bolt extending through the center of the spindle.
Arbors are supplied with one of three tapers to fit the milling machine spindle: the Standard Milling Machine taper, the Brown and Sharpe taper, and the Brown and Sharpe taper with tang (Figure 8-10).
The Standard Milling Machine Taper is used on most machines of recent manufacture. See Figure 8-11. These tapers are identified by the number 30, 40, 50, or 60. Number 50 is the most commonly used size on all modern machines.

The Brown and Sharpe taper is found mostly on older machines. Adapters or collets are used to adapt these tapers to fit machines whose spindles have Standard Milling Machine tapers.
The Brown and Sharpe taper with tang is used on some older machines. The tang engages a slot in the spindle to assist in driving the arbor.
Standard Milling Machine Arbor
The standard milling machine arbor has a tapered, cylindrical shaft with a standard milling taper on the driving end and a threaded portion on the opposite end to receive the arbor nut. One or more milling cutters may be placed on the straight cylindrical portion of the arbor and held in position by sleeves and the arbor nut. The standard milling machine arbor is usually splined and keys are used to lock each cutter to the arbor shaft. These arbors are supplied in three styles, various lengths and, standard diameters.
The most common way to fasten the arbor in the milling machine spindle is to use a draw bar. The bar threads into the taper shank of the arbor to draw the taper into the spindle and hold it in place. Arbors secured in this manner are removed by backing out the draw bar and tapping the end of the bar to loosen the taper.
The end of the arbor opposite the taper is supported by the arbor supports of the milling machine. One or more supports reused depending on the length of the arbor and the degree of rigidity required. The end may be supported by a lathe center bearing against the arbor nut or by a bearing surface of the arbor fitting inside a bushing of the arbor support.
The arbor may also be firmly supported as it turns in the arbor support bearing suspended from the over-arm (Figure 8-12).

Typical milling arbors are illustrated in Figure 8-13. Listed below are several types of Style C arbors.

Style A has a cylindrical pilot on the end that runs in a bronze bearing in the arbor support. This style is mostly used on small milling machines or when maximum arbor support clearance is required.
Style B is characterized by one or more bearing collars that can be positioned to any part of the arbor. This allows the bearing support to be positioned close to the cutter, to-obtain rigid setups in heavy duty milling operations).
Style C arbors are used to mount the smaller size milling cutters, such as end mills that cannot be bolted directly on the spindle nose. Use the shortest arbor possible for the work.
Screw Arbor
Screw arbors are used to hold small cutters that have threaded holes. See Figure 8-14. These arbors have a taper next to the threaded portion to provide alignment and support for tools that require a nut to hold them against a taper surface. A right-hand threaded arbor must be used for right-hand cutters while a left-hand threaded arbor is used to mount left-hand cutters.

Screw arbors are used to hold small cutters that have threaded holes. These arbors have a taper next to the that require a nut to hold them against a taper surface. A right-hand threaded arbor must be used for right-hand cutters while a left-hand threaded arbor is used to mount left-hand cutters.
The slitting saw milling cutter arbor (Figure 8-14) is a short arbor having two flanges between which the milling cutter is secured by tightening a clamping nut. This arbor is used to hold metal slitting saw milling cutters used for slotting, slitting, and sawing operations.
The shell end milling cutter arbor has a bore in the end in which shell end milling cutters fit and are locked in place by means of a cap screw.
The fly cutter arbor is used to support a single-edge lathe, shaper, or planer cutter bit for boring and gear cutting operations on the milling machine.
COLLETS, SPINDLE ADAPTERS, AND QUICK-CHANGE TOOLING
Description
Milling cutters that contain their own straight or tapered threaded portion to provide alignment and support for tools shanks are mounted to the milling machine spindle with collets, spindle adapters, and quick-change tooling which adapts the cutter shank to the spindle.
Collets
A collet is a form of a sleeve bushing for reducing the size of the hole in the milling machine spindle so that small shank tools can be fitted into large spindle recesses (Figure 8-15). They are made in several forms, similar to drilling machine sockets and sleeves, except that their tapers are not alike.

Spindle Adapters
A spindle adapter is a form of a collet having a standardized spindle end. They are available in a wide variety of sizes to accept cutters that cannot be mounted on arbors. They are made with either the Morse taper shank or the Brown and Sharpe taper with tang having a standard spindle end (Figure 8-16).

Chuck Adapter
A chuck adapter (Figure 8-17 ) is used to attach chucks to milling machines having a standard spindle end. The collet holder is sometimes referred to as a collet chuck. Various forms of chucks can be fitted to milling machines spindles for holding drills, reamers, and small cutters for special operations.

Quick-Change Tooling
The quick-change adapter mounted on the spindle nose is used to speed up tool changing. Tool changing with this system allows you to set up a number of milling operations such as drilling, end milling, and boring without changing the setup of the part being machined. The tool holders are mounted and removed from a master holder mounted to the machine spindle by means of a clamping ring (Figure 8-18).

VISES
Either a plain or swivel-type vise is furnished with each milling machine. The plain vise, similar to the machine table vise, is used for milling straight workpieces and is bolted to the milling machine table either at right angles or parallel to the machine arbor. The swivel vise can be rotated and contains a scale graduated in degrees at its base to facilitate milling workpieces at any angle on a horizontal plane. The universal vise, which may be obtained as extra equipment, is designed so that it can be set at both horizontal and vertical angles. This type of vise may be used for flat and angular milling. The all-steel vise is the strongest setup because the workpiece is clamped closer to the table. The vise can securely fasten castings, forgings, and rough-surfaced workpieces. The jaw can be positioned in any notch on the two bars to accommodate different shapes and sizes. The air or hydraulically operated vise is used more often in production work. This type of vise eliminates tightening by striking the crank with a lead hammer or other soft face hammer. See Figure 4-24 for examples of various vises.
ADJUSTABLE ANGLE PLATE
The adjustable angle plate is a workpiece holding device, similar to the universal vise in operation. Workpieces are mounted to the angle plate with T-bolts and clamps in the same manner used to fasten workpieces to the worktable of the milling machine. The angle plate can be adjusted to any angle so that bevels and tapers can be cut without using a special milling cutter or an adjustable cutter head.
INDEXING FIXTURE
The index fixture (Figure 8-19) consists of an index head, also called a dividing head, and footstock which is similar to the tailstock of a lathe. The index head and footstock attach to the worktable of the milling machine by T-slot bolts. An index plate containing graduations is used to control the rotation of the index head spindle. The plate is fixed to the index head, and an index crank, connected to the index head spindle by a worm gear and shaft. Workpieces are held between centers by the index head spindle and footstock. Workpieces may also be held in a chuck mounted to the index head spindle or may be fitted directly into the taper spindle recess of some indexing fixtures. There are many variations of the indexing fixture. Universal index head is the name applied to an index head designed to permit power drive of the spindle so that helixes may be cut on the milling machine. Gear cutting attachment is another name applied to an indexing fixture; in this case, one that is primarily intended for cutting gears on the milling machine.

HIGH-SPEED MILLING ATTACHMENT
The rate of spindle speed of the milling machine may be increased from 1 1/2 to 6 times by using the high-speed milling attachment. This attachment is essential when using cutters and twist drills which must be driven at a high rate of speed in order to obtain an efficient surface speed. The attachment is clamped to the column of the machine and is driven by a set of gears from the milling machine spindle.
VERTICAL SPINDLE ATTACHMENT
This attachment converts the horizontal spindle of a horizontal milling machine to a vertical spindle. It is clamped to the column and driven from the horizontal spindle. It incorporates provisions for setting the head at any angle, from the vertical to the horizontal, in a plane at right angles to the machine spindle. End milling and face milling are more easily accomplished with this attachment, because the cutter and the surface being cut are in plain view.
UNIVERSAL MILLING ATTACHMENT
This device is similar to the vertical spindle attachment but is more versatile. The cutter head can be swiveled to any angle in any plane, whereas the vertical spindle attachment only rotates in one place from horizontal to vertical.
ROTARY TABLE OR CIRCULAR MILLING ATTACHMENT
This attachment consists of a circular worktable containing T-slots for mounting workpieces. The circular table revolves on a base attached to the milling machine worktable. The attachment can be either hand or power driven, being connected to the table drive shaft if power driven. It may be used for milling circles, angular indexing, arcs, segments, circular slots, grooves, and radii, as well as for slotting internal and external gears. The table of the attachment is divided in degrees (Figure 8-20).

OFFSET BORING HEAD
Boring, an operation that is too often restricted to a lathe, can be done easily on a milling machine. The offset boring head is an attachment that fits to the milling machine spindle and permits most drilled holes to have a better surface finish and greater diameter accuracy.
OFFSET BORING HEAD AND TOOLS
Figure 8-21 shows an offset boring head. Note that the boring bar can be adjusted at a right angle to the spindle axis. This feature makes it possible to position the boring cutter accurately to bore holes of varying diameters.

This adjustment is more convenient than adjusting the cutter in the boring bar holder or changing the boring bar. Another advantage of the offset boring head is the fact that a graduated micrometer collar allows the tool to be moved accurately a specified amount (usually in increments of 0.001) without the use of a dial indicator or other measuring device.
NOTE: On some boring heads, the reading on the tool slide is a direct reading. On other boring heads, the tool slide advances twice the amount shown on the micrometer dial.
MOUNTING AND INDEXING WORK
An efficient and positive method of holding workpieces to the milling machine table is important if the machine tool is to be used to its fullest advantage. The most common methods of holding are clamping a workpiece to the table, clamping a workpiece to the angle plate, clamping the workpiece in fixtures, holding a workpiece between centers, holding the workpiece in a chuck, and holding the workpiece in a vise. Figure 4-25 of this manual shows a variety of mounting and holding devices. Regardless of the method used in holding, there are certain factors that should be observed in every case. The workpiece must not be sprung in clamping, it must be secured to prevent it from springing or moving away from the cutter, and it must be so aligned that it may be correctly machined T-slots. Milling machine worktables are provided with several T-slots which are used either for clamping and locating the workpiece itself or for mounting the various holding devices and attachments. These T-slots extend the length of the table and are parallel to its line of travel. Most milling machine attachments, such as vises and index fixtures, have keys or tongues on the underside of their bases so that they may be located correctly in relation to the T-slots.
METHODS OF MOUNTING WORKPIECES
Clamping Workpieces to the Table
When clamping a workpiece to the worktable of the milling machine, the table and the workpiece should be free from dirt and burrs. Workpieces having smooth machined surfaces may be camped directly to the table, provided the cutter does not come in contact with the table surface during milling. When clamping workpieces with unfinished surfaces in this way, the table face should be protected from damage by using a shim under the workpiece. Paper, plywood, and sheet metal are shim materials. Clamps should be located on both sides of the workpiece if possible to give a full bearing surface. These clamps are held by T-slot bolts inserted in the T-slots of the table. Clamp supports must be the same height as the workpiece. Never use clamp supports that are lower than the workpiece. Adjustable step blocks are extremely useful to raise the clamps, as the height of the clamp bar may be adjusted to ensure maximum clamping pressure. Clamping bolts should be placed as near to the workpiece as possible so that the full advantage of the fulcrum principle may be obtained. When it is necessary to place a clamp on an overhanging part, a support should be provided between the overhang and the table to prevent springing or possible breakage. A stop should be placed at the end of the workpiece where it will receive the thrust of the cutter when heavy cuts are being taken.
Clamping a Workpiece to the Angle Plate
Workpieces clamped to the angle plate may be machined with surfaces parallel, perpendicular, or at an angle to a given surface. When using this method of holding a workpiece, precautions should be taken similar to those mentioned for clamping work directly to the table. Angle plates are either adjustable or nonadjustable and are generally held in alignment by keys or tongues that fit into the table T-slots.
Clamping Workpieces in Fixtures
Fixtures are generally used in production work where a number of identical pieces are to be machined. The design of the fixture depends upon the shape of the piece and the operations to be performed. Fixtures are always constructed to secure maximum clamping surfaces and are built to use a minimum number of clamps or bolts in order to reduce the setup time required. Fixtures should always be provided with keys to assure positive alignment with the table T-slots.
Holding Workpieces Between Centers
The indexing fixture is used to support workpieces which are centered on both ends. When the piece has been previously reamed or bored, it may be pressed upon a mandrel and then mounted between the centers.
Two types of mandrels may be used for mounting workpieces between centers. The solid mandrel is satisfactory for many operations, while one having a shank tapered to fit into the index head spindle is preferred in certain cases.
A jackscrew is used to prevent springing of long slender workpieces held between centers or workpieces that extend some distance from the chuck.
Workpieces mounted between centers are fixed to the index head spindle by means of a lathe dog. The bent tail of the dog should be fastened between the setscrews provided in the driving center clamp in such a manner as to avoid backlash and prevent springing the mandrel. When milling certain types of workpieces, a milling machine dog is held in a flexible ball joint which eliminates shake or spring of the dog or the workpiece. The flexible ball joint allows the tail of the dog to move in a radius along the axis of the workpiece, making it particularly useful in the rapid milling of tapers.
Holding Workpieces in a Chuck
Before screwing the chuck to the index head spindle, it should be cleaned and any burrs on the spindle or chuck removed. Burrs may be removed with a smooth-cut, three cornered file or scraper, while cleaning should be accomplished with a piece of spring steel wire bent and formed to fit the angle of the threads. The chuck should not be tightened on the spindle so tightly that a wrench or bar is required to remove it. Cylindrical workpieces held in the universal chuck may be checked for trueness by using a test indicator mounted upon a base resting upon the milling machine table. The indicator point should contact the circumference of small diameter workpieces, or the circumference and exposed face of large diameter pieces. While checking, the workpiece should be revolved by rotating the index head spindle.
Holding Workpieces in the Vise
As previously mentioned, five types of vises are manufactured in various sizes for holding milling machine workpieces. These vises have locating keys or tongues on the underside of their bases so they may be located correctly in relation to the T-slots on the milling machine table (Figure 8-22).

The plain vise similar to the machine table vise is fastened to the milling machine table. Alignment with the milling machine table is provided by two slots at right angles to each other on the underside of the vise. These slots are fitted with removable keys that align the vise with the table T-slots either parallel to the machine arbor or perpendicular to the arbor.
The swivel vise can be rotated and contains a scale graduated in degrees at its base which is fastened to the milling machine table and located by means of keys placed in the T-slots. By loosening the bolts which clamp the vise to its graduated base, the vise may be moved to hold the workpiece at any angle in a horizontal plane. To set a swivel vise accurately with the machine spindle, a test indicator should be clamped to the machine arbor and a check made to determine the setting by moving either the transverse or the longitudinal feeds, depending upon the position of the vise jaws. Any deviation as shown by the test indicator should be corrected by swiveling the vise on its base.
The universal vise is used for work involving compound angles, either horizontally or vertically. The base of the vise contains a scale graduated in degrees and can rotate 360° in the horizontal plane and 90° in the vertical plane. Due to the flexibility of this vise, it is not adaptable for heavy milling.
The all-steel vise is the strongest setup where the workpiece is clamped close to the table. This vise can securely fasten castings, forgings, and rough-surface workpieces. The jaws can be positioned in any notch on the two bars to accommodate different shapes and sizes.
The air or hydraulically operated vise is used more often in production work. This type of vise eliminates the tightening by striking the crank with a lead hammer or other soft face hammer.
When rough or unfinished workpieces are to be vise mounted, a piece of protecting material should be placed between the vise and the workpiece to eliminate marring by the vise jaws.
When it is necessary to position a workpiece above the vise jaws, parallels of the same size and of the proper height should be used. These parallels should only be high enough to allow the required cut, as excessive raising reduces the holding ability of the jaws. When holding a workpiece on parallels, a soft hammer should be used to tap the top surface of the piece after the vise jaws have been tightened. This tapping should be continued until the parallels cannot be moved by hand. After the workpiece is set, additional tightening of the vise should not be attempted, as such tightening has a tendency to raise the work off the parallels. Correct selection of parallels is illustrated in Figure 8-23.

Whenever possible, the workpiece should be clamped in the center of the vise jaws. However, when necessary to mill a short workpiece which must be held at the end of the vise, a spacing block of the same thickness as the piece should be placed at the opposite end of the jaws. This will avoid strain on the movable jaw and prevent the piece from slipping. If the workpiece is so thin that it is impossible to let it extend over the top of the vise, hold down straps are generally used. See Figure 8-24. These straps are hardened pieces of steel, having one vertical side tapered to form an angle of about 92° with the bottom side and the other vertical side tapered to a narrow edge. By means of these tapered surfaces, the workpiece is forced downward into the parallels, holding them firmly and leaving the top of the workpiece fully exposed to the milling cutter.

Indexing
Indexing is the process of evenly dividing the circumference of a circular workpiece into equally spaced divisions, such as in cutting gear teeth, cutting splines, milling grooves in reamers and taps, and spacing holes on a circle. The index head of the indexing fixture is used for this purpose.
Index Head
The index head of the indexing fixture (Figure 8-19) contains an indexing mechanism which is used to control the rotation of the index head spindle to space or divide a workpiece accurately. A simple indexing mechanism consists of a 40-tooth worm wheel fastened to the index head spindle, a single-cut worm, a crank for turning the wormshaft, and an index plate and sector. Since there are 40 teeth in the worm wheel, one turn of the index crank causes the worm, and consequently, the index head spindle to make 1/40 of a turn; so 40 turns of the index crank revolve the spindle one full turn.
Index Plate
The indexing plate (Figure 8-25 ) is a round plate with a series of six or more circles of equally spaced holes; the index pin on the crank can be inserted in any hole in any circle. With the interchangeable plates regularly furnished with most index heads, the spacing necessary for most gears, boltheads, milling cutters, splines, and so forth can be obtained. The following sets of plates are standard equipment:
Brown and Sharpe type consists of 3 plates of 6 circles each drilled as follows:
Plate 2 - 21, 23, 27, 29, 31, 33 holes
Plate 3 - 37, 39, 41, 43, 47, 49 holes
Cincinnati type consists of one plate drilled on both sides with circles divided as follows:
Second side - 46, 47, 49, 51, 53, 54, 57, 58, 59, 62, 66 holes

Sector
The sector (Figure 8-25) indicates the next hole in which the pin is to be inserted and makes it unnecessary to count holes when moving the index crank after each cut. It consists of two radial, beveled arms which can be set at any angle to each other and then moved together around the center of the index plate. Suppose that, as shown in Figure 8-25, it is desired to make a series of cuts, moving the index crank 1 1/4 turns after each cut. Since the circle illustrated has 20 holes, turn the crank one full turn plus five spaces after each cut, Set the sector arms to include the desired fractional part of a turn or five spaces between the beveled edges of its arms, as shown. If the first cut is taken with the index pin against the left-hand arm, to take the next cut, move the pin once against the right-hand arm of the sector. Before taking the second cut, move the arms so that the left-hand arm is again against the pin; this moves the right-hand arm another five spaces ahead of the pin. Then take the second cut, and repeat the operation until all the cuts have been completed.
NOTE: It is good practice always to index clockwise on the plate to eliminate backlash.
Plain Indexing
The following principles apply to basic indexing of workpieces:
Suppose it is desired to mill a project with eight equally spaced teeth. Since 40 turns of the index crank will turn the spindle one full turn, l/8th of 40 or 5 turns of the crank after each cut will space the gear for 8 teeth. If it is desired to space equally for 10 teeth, 1/10 of 40 or 4 turns would produce the correct spacing.
The same principle applies whether or not the divisions required divide equally into 40. For example, if it is desired to index for 6 divisions, 6 divided into 40 equals 6 2/3 turns; similarly, to index for 14 spaces, 14 divided into 40 equals 2 6/7 turns. These examples may be multiplied indefinitely and from them the following rule is derived: to determine the number of turns of the index crank needed to obtain one division of any number of equal divisions on the workpiece, divide 40 by the number of equal divisions desired (provided the worm wheel has 40 teeth, which is standard practice).
Direct Indexing
The construction of some index heads permits the worm to be disengaged from the worm wheel, making possible a quicker method of indexing called direct indexing. The index head is provided with a knob which, when turned through part of a revolution, operates an eccentric and disengages the worm.
Direct indexing is accomplished by an additional index plate fastened to the index head spindle. A stationary plunger in the index head fits the holes in this index plate. By moving this plate by hand to index directly, the spindle and the workpiece rotate an equal distance. Direct index plates usually have 24 holes and offer a quick means of milling squares, hexagons, taps, and so forth. Any number of divisions which is a factor of 24 can be indexed quickly and conveniently by the direct indexing method.
Differential Indexing
Sometimes, a number of divisions is required which cannot be obtained by simple indexing with the index plates regularly supplied. To obtain these divisions, a differential index head is used. The index crank is connected to the wormshaft by a train of gears instead of a direct coupling as with simple indexing. The selection of these gears involves calculations similar to those used in calculating change gear ratio for lathe thread cutting.
Indexing in Degrees
Workpieces can be indexed in degrees as well as fractions of a turn with the usual index head. There are 360 degrees in a complete circle and one turn of the index crank revolves the spindle 1/40 or 9 degrees. Therefore, 1/9 turn of the crank rotates the spindle 1 degree. Workpieces can therefore be indexed in degrees by using a circle of holes divisible by 9. For example, moving the crank 2 spaces on an 18-hole circle, 3 spaces on a 27-hole circle, or 4 spaces on a 36-hole circle will rotate the spindle 1 degree. Smaller crank movements further subdivide the circle: moving 1 space on an 18-hole circle turns the spindle 1/2 degree (30 minutes), 1 space on a 27-hole circle turns the spindle 1/3 degree (20 minutes), and so forth.
Indexing Operations
The following examples show how the index plate is used to obtain any desired part of a whole spindle turn by plain indexing.
- Milling a hexagon. Using the rule previously given, divide 40 by 6 which equals 6 2/3 turns, or six full turns plus 2/3 of a turn or any circle whose number is divisible by 3. Take the denominator which is 3 into which of the available hole circles it can be evenly divided. In this case, 3 can be divided into the available 18-hole circle exactly 6 times. Use this result 6 as a multiplier to generate the proportional fraction required.
| Example: |  |
Therefore, 6 full turns of the crank plus 12 spaces on an 18-hole circle is the correct indexing for 6 divisions.
- Cutting a gear. To cut a gear of 52 teeth, using the rule again, divide 40 by 52. This means that less than one full turn is required for each division, 40/52 of a turn to be exact. Since a 52-hole circle is not available, 40/52 must be reduced to its lowest term which is 10/13. Take the denominator of the lowest term 13, and determine into which of the available hole circles it can be evenly divided. In this case, 13 can be divided into a 39-hole circle exactly 3 times. Use this result 3 as a multiplier to generate the proportional fraction required.
| Example: |  |
Therefore, 30 holes on a 39-hole circle is the correct indexing for 52 divisions. When counting holes, start with the first hole ahead of the index pin.
GENERAL MILLING OPERATIONS
GENERAL
Setup
The success of any milling operation depends, Before setting up a job, be sure that the to a great extent, upon judgment in setting up the job, workpiece, the table, the taper in the spindle, selecting the proper milling cutter, and holding the cutter by the best means under the circumstances Some fundamental practices have been proved by experience to be necessary for and the arbor or cutter shank are all clean and good results on all jobs. Some of these practices are mentioned below...
- Before setting up a job, be sure that the workpiece, table, the taper in the spindle, and the arbor or cutter shank are free from chips, nicks, or burrs.
- Do not select a milling cutter of larger diameter than is necessary.
- Check the machine to see if it is in good running order and properly lubricated, and that it moves freely, but not too freely in all directions.
- Consider direction of rotation. Many cutters can be reversed on the arbor, so be sure you know whether the spindle is to rotate clockwise or counterclockwise.
- Feed the workpiece in a direction opposite the rotation of the milling cutter (conventional milling).
- Do not change feeds or speeds while the milling machine is in operation.
- When using clamps to secure a workpiece, be sure that they are tight and that the piece is held so it will not spring or vibrate under cut.
- Use a recommended cutting oil liberally.
- Use good judgment and common sense in planning every job, and profit from previous mistakes.
- Set up every job as close to the milling machine spindle as circumstances will permit.
Milling Operations
Milling operations may be classified under four general headings as follows:
- Face milling. Machining flat surfaces which are at right angles to the axis of the cutter.
- Plain or slab milling. Machining flat surfaces which are parallel to the axis of the cutter.
- Angular milling. Machining flat surfaces which are at an inclination to the axis of the cutter.
- Form milling. Machining surfaces having an irregular outline.
Special Operations
Explanatory names, such as sawing, slotting, gear cutting, and so forth have been given to special operations. Routing is a term applied to milling an irregular outline while controlling the workpiece movement by hand feed. Grooving reamers and taps is called fluting. Gang milling is the term applied to an operation in which two or more milling cutters are used together on one arbor. Straddle milling is the term given to an operation in which two milling cutters are used to straddle the workpiece and mill both sides at the same time.
SPEEDS FOR MILLING CUTTERS
The speed of milling is the distance in FPM at which the circumference of the cutter passes over the work. The spindle RPM necessary to give a desired peripheral speed depends on the size of the milling cutter. The best speed is determined by the kind of material being cut and the size and type of cutter used, width and depth of cut, finish required, type of cutting fluid and method of application, and power and speed available are factors relating to cutter speed.
Factors Governing Speed
There are no hard and fast rules governing the speed of milling cutters; experience has shown that the following factors must be considered in regulating speed:
- A metal slitting saw milling cutter can be rotated faster than a plain milling cutter having a broad face.
- Cutters having undercut teeth (positive rake) cut more freely than those having radial teeth (without rake); hence, they may run at higher speeds.
- Angle cutters must be run at slower speeds than plain or side cutters.
- Cutters with inserted teeth generally will stand as much speed as a solid cutter.
- A sharp cutter may be operated at greater speeds than a dull one.
- A plentiful supply of cutting oil will permit the cutter to run at higher speeds than without cutting oil.
Selecting Proper Cutting Speeds
The approximate values given in Table 8-1 in Appendix A may be used as a guide for selecting the proper cutting speed. If the operator finds that the machine, the milling cutter, or the workpiece cannot be handled suitably at these speeds, immediate readjustments should be made.
Table 8-1 lists speeds for high-speed steel milling cutters. If carbon steel cutters are used, the speed should be about one-half the recommended speed in the table. If carbide-tipped cutters are used, the speed can be doubled.
If a plentiful supply of cutting oil is applied to the milling cutter and the workpiece, speeds can be increased 50 to 100 percent. For roughing cuts, a moderate speed and coarse feed often give best results; for finishing cuts, the best practice is to reverse these conditions, using a higher speed and lighter feed.
Speed Computation
The formula for calculating spindle speed in revolutions per minute is as follows:

Where RPM = Spindle speed (in revolutions per minute).
CS = cutting speed of milling cutter (in SFPM)
D = diameter of milling cutter (in inches)
For example, the spindle speed for machining a piece of steel at a speed of 35 SFPM with a cutter 2 inches in diameter is calculated as follows:

Therefore, the milling machine spindle would be set for as near 70 RPM as possible.
Table 8-2 in Appendix A is provided to facilitate spindle speed computations for standard cutting speeds and standard milling cutters.
FEEDS FOR MILLING
The rate of feed, or the speed at which the workpiece passes the cutter, determines the time required for cutting a job. In selecting the feed. there are several factors which should be considered.
Forces are exerted against the workpiece, the cutter, and their holding devices during the cutting process. The force exerted varies directly with the amount of feed and depth of cut, and in turn are dependent upon the rigidity and power of the machine. Milling machines are limited by the power they can develop to turn the cutter and the amount of vibration they can resist when using coarse feeds and deep cuts. The feed and depth of the cut also depend upon the type of milling cutter being used. For example, deep cuts or coarse feeds should not be attempted when using a small diameter end milling cutter. Coarse cutters with strong cutting teeth can be fed at a faster rate because the chips may be washed out more easily by the cutting oil.
Coarse feeds and deep cuts should not be used on a frail workpiece if the piece is mounted in such a way that its holding device is not able to prevent springing or bending.
Experience and judgment are extremely valuable in selecting the correct milling feeds. Even though suggested rate tables are given. remember that these are suggestions only. Feeds are governed by many variable factors, such as the degree of finish required. Using a coarse feed, the metal is removed more rapidly but the appearance and accuracy of the surface produced may not reach the standard desired for the finished product. Because of this fact, finer feeds and increased speeds are used for finer, more accurate finishes, while for roughing, to use a comparatively low speed and heavy feed. More mistakes are made on overspeeding and underfeeding than on underspeeding and overfeeding.
Overspeeding may be detected by the occurrence of a squeaking, scraping sound. If vibration (referred to as chattering) occurs in the milling machine during the cutting process, the speed should be reduced and the feed increased. Too much cutter clearance, a poorly supported workpiece, or a badly worn machine gear are common causes of chattering.
Designation of Feed
The feed of the milling machine may be designated in inches per minute or millimeters per minute The milling feed is determined by multiplying the chip size (chip per tooth) desired (see Table 8-3 in Appendix A), the number of teeth on the cutter, d the revolutions per minute of the cutter.
Example: the formula used to find the workfeed in inches per minute.
IPM = CPT x N x RPMIPM = Feed rate in inches per minute.
CPT = Chip per t
N = Number of teeth per minute of the milling cutter.
The first step is to calculate the spindle speed before the feed rate can be calculated.

The second step is to calculate the feed rate.
| IPM | = | CPT x N x RPM |
| = | 0.005 x 2 x 2,400 | |
| = | 24 |
Therefore, the RPM for a l/2-inch-diameter end mill machining aluminum revolves at 2,400 RPM and the feed rate should be 24 inches per minute.
The formula used to find workfeed in millimeters per minute is the same as the formula used to find the feed in IPM, except that mm/min is substituted for IPM.
Direction of Feed
It is usually regarded as standard practice to feed the workpicce against the milling cutter. When the workpiece is fed against the milling cutter, the teeth cut under any scale on the workpiece surface and any backlash in the feed screw is taken up by the force of the cut. See Figure 8-26.

As an exception to this recommendation, it is advisable to feed with the milling cutter when cutting off stock or when milling comparatively deep or long slots.
The direction of cutter rotation is related to the manner in which the workpiece is held. The cutter should rotate so that the piece springs away from the cutter; then there will be no tendency for the force of the cut to loosen the piece. No milling cutter should ever be rotated backward; this will break the teeth. If it is necessary to stop the machine during a finishing cut, the power feed should never be thrown out, nor should the workpiece be fed back under the cutter unless the cutter is stopped or the workpiece lowered. Never change feeds while the cutter is rotating.
CUTTING OILS
The major advantage of using a coolant or cutting oil is that it dissipates heat, giving longer life to the cutting edges of the teeth. The oil also lubricates the cutter face and flushes away the chips, consequently reducing the possibility of marring the finish.
Types
Cutting oils are basically water-based soluble oils, petroleum oils, and synthetic oils. Water-based coolants have excellent heat transfer qualities; other oils result in good surface finishes. The cutting oil compounds for various metals are given in Table 4-3 in Appendix A. In general, a simple coolant is all that is required for roughing. Finishing requires a cutting oil with good lubricating properties to help produce a good finish on the workpiece. Plastics and cast iron are almost always machined dry.
Method of Use
The cutting oil or coolant should be directed by means of coolant drip can, pump system, or coolant mist mix to the point where the cutter contacts the workpiece. Regardless of method used, the cutting oil should be allowed to flow freely over the workpiece and cutter.
PLAIN MILLING
General
Plain milling, also called surface milling or slab milling, is milling flat surfaces with the milling cutter axis parallel to the surface being milled. Generally, plain milling is done with the workpiece surface mounted parallel to the surface of the milling machine table and the milling cutter mounted on a standard milling machine arbor. The arbor is well supported in a horizontal plane between the milling machine spindle and one or more arbor supports.
Mounting the Workpiece
The workpiece is generally clamped directly to the table or supported in a vise for plain milling. The milling machine table should be checked for alignment before starting to cut. If the workpiece surface to be milled is at an angle to the base plane of the piece, the workpiece should be mounted in a universal vise or on an adjustable angle plate. The holding device should be adjusted so that the workpiece surface is parallel to the table of the milling machine.
Selecting the Cutter
A careful study of the drawing must be made to determine what cutter is best suited for the job. Flat surfaces may be milled with a plain milling cutter mounted on an arbor. Deeper cuts may generally be taken when using narrow cutters than with wide cutters. The choice of milling cutters should be based on the size and shape of the workpiece. If a wide area is to be milled, fewer traverses will be required using a wide cutter. If large quantities of metal are to be removed, a coarse tooth cutter should be used for roughing and a finer tooth cutter should be used for finishing. A relatively slow cutting speed and fast table feed should be used for roughing, and a relatively fast cutting speed and slow table feed used for finishing. The surface should be checked for accuracy after each completed cut.
Setup
A typical setup for plain milling is illustrated in Figure 8-27. Note that the milling cutter is positioned on the arbor with sleeves so that it is as close as practical to the milling machine spindle while maintaining sufficient clearance between the vise and the milling machine column. This practice reduces torque in the arbor and permits more rigid support for the cutter.

ANGULAR MILLING
General
Angular milling, or angle milling, is milling flat surfaces which are neither parallel nor perpendicular to the axis of the milling cutter. A single angle milling cutter is used for angular surfaces, such as chamfers, serration's, and grooves. Milling dovetails (Figure 8-28) is a typical example of angular milling.

Milling Dovetails
When milling dovetails, the usual angle of the cutter is 45°, 50°, 55°, or 60° based on common dovetail designs.
When cutting dovetails on the milling machine, the workpiece may be held in a vise, clamped to the table, or clamped to an angle plate. The tongue or groove is first roughed out using a side milling cutter, after which the angular sides and base are finished with an angle milling cutter.
In general practice, the dovetail is laid out on the workpiece surface before the milling operation is started. To do this, the required outline should be inscribed and the line prick-punched. These lines and punch marks may then be used as a guide during the cutting operation.
STRADDLE MILLING
When two or more parallel vertical surfaces are machined at a single cut, the operation is called straddle milling. Straddle milling is accomplished by mounting two side milling cutters on the same arbor, set apart at an exact spacing. Two sides of the workpiece are machined simultaneously and final width dimensions are exactly controlled.
MILLING A HEXAGON
Straddle milling has many useful applications in production machining. Parallel slots of equal depth can be milled by using straddle mills of equal diameters. Figure 8-29 illustrates a typical example of straddle milling. In this case a hexagon is being cut, but the same operation may be applied to cutting squares or splines on the end of a cylindrical workpiece. The workpiece is usually mounted between centers in the indexing fixture or mounted vertically in a swivel vise. The two side milling cutters are separated by spacers, washers, and shims so that the distance between the cutting teeth of each cutter is exactly equal to the width of the workpiece area required. When cutting a square by this method, two opposite sides of the square are cut, and then the spindle of the indexing fixture or the swivel vise is rotated 90°, and the other two sides of the workpiece are straddle milled.

FACE MILLING
General
Face milling is the milling of surfaces that are perpendicular to the cutter axis, as shown in Figure 8-30. Face milling produces flat surfaces and machines work to the required length. In face milling, the feed can be either horizontal or vertical.

In face milling, the teeth on the periphery of the cutter do practically all of the cutting. However, when the cutter is properly ground, the face teeth actually remove a small amount of stock which is left as a result of the springing of the workpiece or cutter, thereby producing a finer finish.
It is important in face milling to have the cutter securely mounted and to see that all end play or sloppiness in the machine spindle is eliminated.
Mounting the Workpiece
When face milling, the workpiece may be clamped to the table or angle plate or supported in a vise, fixture, or jig.
Large surfaces are generally face milled on a vertical milling machine with the workpiece clamped directly to the milling machine table to simplify handling and clamping operations.
Angular surfaces can also be face milled on a swivel cutter head milling machine (Figure 8-31). In this case, the workpiece is mounted parallel to the table and the cutter head is swiveled to bring the end milling cutter perpendicular to the surface to be produced.

During face milling operations, the workpiece should be fed against the milling cutter so that the pressure of the cut is downward, thereby holding the piece against the table. Whenever possible, the edge of the workpiece should be in line with the center of the cutter. This position of the workpiece in relation to the cutter will help eliminate slippage.
Depth of Cut
When setting the depth of cut, the workpiece should be brought up to just touch the revolving cutter. After a cut has been made from this setting, measurement of the workpiece is taken. At this point, the graduated dial on the traverse feed is locked and used as a guide in determining the depth of cut.
When starting the cut, the workpiece should be moved so that the cutter is nearly in contact with its edge, after which the automatic feed may be engaged.
When a cut is started by hand, care must be taken to avoid pushing the corner of the workpiece between the teeth of the cutter too quickly, as this may result in cutter tooth breakage. In order to avoid wasting time during the operation, the feed trips should be adjusted to stop the table travel just as the cutter clears the workpiece.
GANG MILLING
Gang milling is the term applied to an operation in which two or more milling cutters are mounted on the same arbor and used when cutting horizontal surfaces. All cutters may perform the same type of operation or each cutter may perform a different type of operation. For example, several workpieces need a slot, a flat surface, and an angular groove. The best method to cut these would be gang milling as shown in Figure 8-32. All the completed workpieces would be the same. Remember to check the cutters carefully for proper size.

FORM MILLING
Form milling is the process of machining special contours composed of curves and straight lines, or entirely of curves, at a single cut. This is done with formed milling cutters, shaped to the contour to be cut. The more common form milling operations involve milling half-round recesses and beads and quarter-round radii on workpieces (Figure 8-33). This operation is accomplished by using convex, concave, and corner rounding milling cutters ground to the desired circle diameter. Other jobs for formed milling cutters include milling intricate patterns on workpieces and milling several complex surfaces in a single cut such as are produced by gang milling.

FLY CUTTING
General
Fly cutting, which is also called single point milling, is one of the most versatile milling operations. It is done with a single-point cutting tool shaped like a lathe tool bit. It is held and rotated by a fly cutter arbor. You can grind this cutter to almost any form that you need, as shown in Figure 8-34. Formed cutters are expensive. There are times when you need a special form cutter for a very limited number of parts. It is more economical to grind the desired form on a lathe-type tool bit than to buy a preground form cutter, which is very expensive and usually suitable only for one particular job.

Gear Cutting
The single-point or fly cutter can be used to great advantage in gear cutting. All that is needed is enough of the broken gear to grind the cutting tool to the proper shape. It can also be used in the cutting of splines and standard and special forms.
Flat Surfaces
Another type of fly cutter, which differs mainly in the design of the arbor, can be used to mill flat surfaces as in plain or face milling (Figure 8-34). The arbor can easily be manufactured in the shop using common lathe tool bits. This type of fly cutter is especially useful for milling flat surfaces on aluminum and other soft nonferrous metals, since a high quality finish can be easily obtained. Boring holes with this type of fly cutter is not recommended. The arbor is so short that only very shallow holes can be bored.
KEYWAY MILLING
Keyways are grooves of different shapes cut along the axis of the cylindrical surface of shafts, into which keys are fitted to provide a positive method of locating and driving members on the shafts. A keyway is also machined in the mounted member to receive the key.
The type of key and corresponding keyway to be used depends upon the class of work for which it is intended. The most commonly used types of keys are the Woodruff key, the square-ends machine key, and the round-end machine key (Figure 8-35).

Woodruff Key
The Woodruff keys are semicylindrical in shape and are manufactured in various diameters and widths. The circular side of the key is seated into a keyway which is milled in the shaft. The upper portion fits into a slot in a mating part, such as a pulley or gear. The Woodruff key slot milling cutter (Figure 8-36) must have the same diameter as that of the key.
Woodruff key sizes are designated by a code number in eighths of an inch, and the digits preceding the last two digits give the width of the key in thirty-seconds of an inch. Thus, a number 204 Woodruff key would be 4/8 or 1/2 inch in diameter and 2/32 or 1/16 inch wide, while a number 1012 Woodruff key would be 12/8 or 1 1/2 inches in diameter and 10/32 or 5/16 inch wide. Table 8-4 in Appendix A lists Woodruff keys commonly used and pertinent information applicable to their machining.
For proper assembly of the keyed members to be made, a clearance is required between the top surface of the key and the keyway of the bore. This clearance may be from a which the last two digits indicate the diameter of the key in minimum of 0.002 inch to a maximum of 0.005 inch. Positive fitting of the key in the shaft keyway is provided by making the key 0.0005 to 0.001 inch wider than the keyway.
Square-End Machine Key
Square-ends machine keys are square or rectangular in section and several times as long as they are wide. For the purpose of interchangeability and standardization, these keys are usually proportioned with relation to the shaft diameter in the following method:
- Key width equals approximately one-quarter of the shaft diameter.
- Key thickness for rectangular section keys (flat keys) equals approximately 1/6 of the shaft diameter.
- Minimum length of the key equals 1 1/2 times the shaft diameter.
- Depth of the keyway for square section keys is 1/2 the width of the key.
- Depth of the keyway for rectangular section keys (flat keys) is 1/2 the thickness of the key.
Table 8-5 in Appendix A lists common sizes for square-end machine keys. The length of each key is not included because the key may be of any length as long as it equals at least 1 1/2 times the shaft diameter.
Round-end machine keys (Figure 8-35). The round-ends machine keys are square in section with either one or both ends rounded off. These keys are the same as square-ends machine keys in measurements (see Table 8-5 in Appendix A).
Milling Cutters Used for Milling Keyways
Shaft keyways for Woodruff keys are milled with Woodruff keyslot milling cutters (Figure 8-35 ). The Woodruff keyslot milling cutters are numbered by the same system employed for identifying Woodruff keys. Thus, a number 204 Woodruff keyslot cutter has the proper diameter and width for milling a keyway to fit a number 204 Woodruff key.
Square-end keyways can be cut with a plain milling cutter or side milling cutter of the proper width for the key
Round-end keyways must be milled with end milling cutters (Figure 8-37) so that the rounded end or ends of the key may fit the ends of the keyway. The cutter should be equal in diameter to the width of the key.
Alignment of Milling Cutters
When milling keyways, the shaft may be supported in the vise or chuck, mounted between centers, or clamped to the milling machine table. The cutter must be set centrally with the axis of the workpiece. This alignment is accomplished by using one of the following methods:
When using a Woodruff keyslot milling cutter, the shaft should be positioned so that the side of the cutter is tangential to the circumference of the shaft. This is done by moving the shaft transversely to a point that permits the workpiece to touch the cutter side teeth. At this point the graduated dial on the cross feed is locked and the milling machine table is lowered. Then, using the cross feed graduated dial as a guide, the shaft is moved transversely a distance equal to the radius of the shaft plus 1/2 the width of the cutter.
End mills may be aligned centrally by first causing the workpiece to contact the periphery of the cutter, then proceeding as in the paragraph above.
Milling Woodruff Key Slot
The milling of a Woodruff keyslot is relatively simple since the proper sized cutter has the same diameter and thickness as the key. With the milling cutter located over the position in which the keyway is to be cut, the workpiece should be moved up into the cutter until you obtain the desired keyseat depth. Refer to Table 8-4 in Appendix A for correct depth of keyslot cut for standard Woodruff key sizes. The work may be held in a vise, chuck, between centers, or clamped to the milling machine table. Depending on its size, the cutter is held in an arbor or in a spring collet or drill chuck that has been mounted in the spindle of the milling machine.
Milling Keyslot for Square-End Machine Key
The workpiece should be properly mounted, the cutter centrally located, and the workpiece raised until the milling cutter teeth come in contact with the workpiece. At this point, the graduated dial on the vertical feed is locked and the workpiece moved longitudinally to allow the cutter to clear the workpiece. The vertical hand feed screw is then used to raise the workpiece until the cutter obtains the total depth of cut. After this adjustment, the vertical adjustment control should be locked and the cut made by feeding the table longitudinally.
Milling Keyway for Round-End Machine Key
Rounded keyways are milled with an end milling cutter of the proper diameter. As in the case of square-ends machine key keyways, the workpiece should be properly mounted and the cutter centrally located with respect to the shaft. The shaft or cutter is then positioned to permit the end of the cutter to tear a piece of thin paper held between the cutter and the workpiece. At this point the graduated feed dial should be locked and used as a guide for setting the cutter depth. The ends of the keyway should be well marked and the workpiece moved back and forth making several passes to eliminate error due to spring of the cutter.
T-SLOT MILLING
Cutting T-slots in a workpiece holding device is a typical milling operation. The size of the T-slots depends upon the size of the T-slot bolts which will be used. Dimensions of T-slots and T-slot bolts are standardized for specific bolt diameters. The dimensions for bolt diameters commonly used are given in Table 8-6 (Appendix A).
Selection of Milling Cutters
Two milling cutters are required for milling T-slots, a T-slot milling cutter and either a side milling cutter or an end milling cutter. The side milling cutter (preferably of the staggered tooth type) or the end milling cutter is used to cut a slot in the workpiece equal in width to the throat width of the Tslot and equal in depth to slightly less than the head space depth plus the throat depth). The T-slot milling cutter is then used to cut the head space to the prescribed dimensions.
Milling the T-Slot
The position of the T-slot is laid out on the workpiece. The throat depth is determined by considering the thickness of the workpiece and the maximum and minimum dimensions allowable (Table 8-6, Appendix A).
A side milling cutter or an end milling cutter is then selected. The cutter should be of proper size to mill a slot equal in width to the throat width prescribed for the T-slot size desired. Cut a plain groove equal to about 1/16 inch less than the combined throat depth and head space depth.
Select a T-slot milling cutter for the size T-slot to be cut. Tslot milling cutters are identified by the T-Slot bolt diameter and remanufactured with the proper diameter and width to cut the head space to the dimensions given in Table 8-6 in Appendix A. Position the T-slot milling cutter over the edge of the workpiece and align it with the previously cut groove. Feed the table longitudinally to make the cut. Flood the cutter and workpiece with cutting oil during this operation. Figure 8-38 shows a T-slot milling cutter and dimension locations for T-slots.
SAWING AND PARTING
Metal slitting saw milling cutters are used to part stock on a milling machine. Figure 8-39 illustrates parting solid stock. The workpiece is being fed against the rotation of the cutter. For greater rigidity while parting thin material such as sheet metal, the workpiece may be clamped directly to the table with the line of cut over one of the table T-slots. In this case, the workpiece should be fed with the rotation of the milling cutter (climb milling) to prevent it from being raised off the table. Every precaution should be taken to eliminate backlash and spring in order to prevent climbing or gouging the workpiece.

HELICAL MILLING
A helix may be defined as a regular curved path, such as is formed by winding a cord around the surface of a cylinder. Helical parts most commonly cut on the milling machine include helical gears, spiral flute milling cutters, twist drills, and helical cam grooves. When milling a helix, a universal index head is used to rotate the workpiece at the proper rate of speed while the piece is fed against the cutter. A train of gears between the table feed screw and the index head serves to rotate the workpiece the required amount for a given longitudinal movement of the table. Milling helical parts requires the use of special formed milling cutters and double-angle milling cutters. The calculations and formulas necessary to compute proper worktable angles, gear adjustments, and cutter angles and positions for helical milling are beyond the scope of this manual.
GEAR CUTTING
Gear teeth are cut on the milling machine using formed milling cutters called involute gear cutters. These cutters are manufactured in many pitch sizes and shapes for different numbers of teeth per gear (Table 8-7, Appendix A).
If involute gear cutters are not available and teeth must be restored on gears that cannot be replaced, a lathe cutter bit ground to the shape of the gear tooth spaces may be mounted in a fly cutter for the operation. The gear is milled in the following manner:
NOTE: This method of gear cutting is not as accurate as using an involute gear cutter and should be used only for emergency cutting of teeth which have been built up by welding.
Fasten the indexing fixture to the milling machine table. Use a mandrel to mount the gear between the index head and footstock centers. Adjust the indexing fixture on the milling machine table or adjust the position of the cutter to make the gear axis perpendicular to the milling machine spindle axis. Fasten the cutter bit that has been ground to the shape of the gear tooth spaces in the fly cutter arbor. Adjust the cutter centrally with the axis of the gear. Rotate the milling machine spindle to position the cutter bit in the fly cutter so that its cutting edge is downward.
Align the tooth space to be cut with the fly cutter arbor and cutter bit by turning the index crank on the index head.
Proceed to mill the tooth in the same manner as milling a keyway.
SPLINE MILLING
Splines are often used instead of keys to transmit power from a shaft to a hub or from a hub to a shaft. Splines are, in effect, a series of parallel keys formed integrally with the shaft, mating with corresponding grooves in the hub or fitting (Figure 8-40). They are particularly useful where the hub must slide axially on the shaft, either under load or freely. Typical applications for splines are found in geared transmissions, machine tool drives, and in automatic mechanisms.

Splined Shafts and Fittings
Splined shafts and fittings are generally cut by bobbing and broaching on special machines. However, when spline shafts must be cut for a repair job, the operation may be accomplished on the milling machine in a manner similar to that described for cutting keyways. Standard spline shafts and splint fittings have 4, 6, 10, or 16 splines, and theirdimensions depend upon the class of fit for the desired application: a permanent fit, a sliding fit when not under load, and a sliding fit under load. Table 8-8 in Machinist Tables lists the standard dimensions for 4, 6, 10, and 16-spline shafts.
Milling Splines
Spline shafts can be milled on the milling machine in a manner similar to the cutting of keyways.
The shaft to be splined is set up between centers in the indexing fixture.
Two side milling cutters are mounted to an arbor with a spacer and shims inserted between them. The spacer and shims are chosen to make space between the inner teeth of the cutters equal to the width of the spline to be cut (Table 8-8).
The arbor and cutters are mounted to the milling machine spindle, and the milling machine is adjusted so that the cutters are centered over the shaft.
The splines are cut by straddle milling each spline to the required depth (Table 8-8) and using the index head of the indexing fixture to rotate the workpiece the correct distance between each spline position.
After the splines are milled to the correct depth, mount a narrow plain milling cutter in the arbor and mill the spaces between the splines to the proper depth. It will be necessary to make several passes to cut the groove uniformly so that the spline fitting will not interfere with the grooves. A formed spline milling cutter, if available, can be used for this operation.
DRILLING
The milling machine may be used effectively for drilling, since accurate location of the hole may be secured by means of the feed screw graduations. Spacing holes in a circular path, such as the holes in an index plate, may be accomplished by indexing with the index head positioned vertically.
Twist drills may be supported in drill chucks fastened in the milling machine spindle or mounted directly in milling machine collets or adapters. The workpiece to be drilled is fastened to the milling machine table by clamps, vises, or angle plates.
BORING
Various types of boring tool holders may be used for boring on the milling machine, the boring tools being provided with either straight shanks to be held in chucks and holders or taper shanks to fit collets and adapters. The two attachments most commonly used for boring are the fly cutter arbor and the offset boring head.
The single-edge cutting tool used for boring on the milling machine is the same as a lathe cutter bit. Cutting speeds, feeds, and depth of cut should be the same as that prescribed for lathe operations.
没有评论:
发表评论